A peeling or corroded magnet coating1 can cause catastrophic product failure. This overlooked detail leads to costly warranty claims, damaged brand reputation, and lost customers.
Yes, you can prevent this. Choose your magnet coating based on the operating environment first (humidity, salt spray, chemicals), then consider adhesion and cost. For harsh conditions, a composite coating like Ni-Cu-Epoxy2 dramatically outperforms standard nickel and is a critical reliability decision, not just a cost.

I once had a client who developed a brilliant marine sensor. The design was perfect, the electronics were robust, but the product started failing in the field after six months. The culprit? The standard nickel-coated NdFeB magnet inside was rusting away from the saltwater humidity. The cost of the recall and redesign was a hundred times the cost of upgrading to a proper epoxy-coated magnet from the start.
This story is all too common. Engineers and procurement managers like Reza in Iran and Charalampos in Cyprus are sharp on quality, but they've learned that magnet coating is a specialized engineering choice, not just a line item on a spec sheet. Let's move beyond the simple price comparison and dive into how to select a coating that ensures your product's long-term success.
What Really Causes Your Magnet Coating to Fail?
Your magnets look fine out of the box, but are peeling and rusting in the field. This baffling failure ruins your product's reliability and leaves you questioning your supplier's quality.
Most coating failures start with microscopic pinholes and poor surface preparation before the coating is even applied. These invisible defects allow moisture and corrosive elements to attack the magnet from underneath, causing the coating to bubble, peel, and ultimately fail, even if it looks intact.

Beyond the Surface: The Root Causes of Failure
A magnet coating is a magnet's only defense against the environment. NdFeB magnets3 are extremely susceptible to corrosion4, like unprotected iron. Understanding why coatings fail is the first step to preventing it.
1. Corrosion: The Silent Killer
The primary enemy of an NdFeB magnet is oxidation, or rust. This process doesn't just look bad; it causes the magnet to lose its magnetic properties and structural integrity. Most corrosion4 starts not from a scratch on the outside, but from tiny, invisible "pinholes" in the coating. Poor surface preparation before plating, like leaving behind oils or oxides, creates weak spots where moisture can penetrate and begin its destructive work from the inside out.
2. Adhesion Failure: The Peel and Flake
A coating is only as good as its bond to the magnet. If the magnet's surface isn't properly cleaned and prepared (a process involving degreasing and acid washing), the coating won't stick properly. This leads to peeling, flaking, or blistering, especially when exposed to temperature changes or mechanical stress. Different coating materials also have different adhesion strengths; a basic zinc coating, for example, has weaker adhesion than a multi-layer nickel-copper-nickel (Ni-Cu-Ni) coating.
3. Environmental Attack
The magnet's working environment will actively try to destroy its coating. High humidity, salt spray (in marine or coastal areas), and corrosive chemicals can accelerate failure. Even high temperatures can be a problem, as the magnet and its coating expand at different rates, creating stress that can lead to cracking and peeling over time. This is why choosing a coating based on the environment is so critical.
How Do You Choose the Right Coating for Your Specific Application?
You see a long list of coatings—Nickel, Epoxy, Zinc, PTFE—and feel overwhelmed. Choosing the wrong one for your application could lead to premature failure, but how do you know which is right?
Match the coating's strengths to your product's specific environment for maximum reliability. For medical devices, biocompatible Parylene5 is essential. For outdoor or marine use, a robust, multi-layer coating like Ni-Cu-Epoxy2 or even rubber encapsulation is necessary to survive the elements.
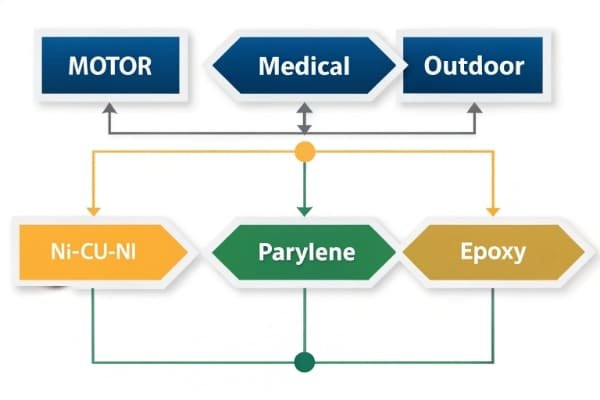
Engineering the Right Choice: From Motors to Medical
The selection insight is simple: choose the coating by environment first, then consider thickness and adhesion. A cheap coating that fails is the most expensive option. Here’s how I guide my clients for their most common applications:
For High-Performance Motors
Motor magnets operate in a demanding environment with heat and strong electromagnetic fields. The coating must be durable and thin.
- Challenge: High heat, abrasion from assembly, and the need for a minimal air gap.
- Solution: Standard Ni-Cu-Ni is often a good baseline for its durability and cost-effectiveness. For higher temperatures and more demanding applications, a thin layer of black epoxy over the nickel (Ni-Cu-Epoxy2) provides enhanced corrosion4 and dielectric protection without significantly increasing the coating thickness6.
For Consumer Electronics & Wireless Charging
These applications demand a balance of aesthetics, durability against handling, and thinness to maximize magnetic performance.
- Challenge: Exposure to humidity, hand sweat, potential for scratches, and the need for a very thin, uniform coating to maintain a precise magnetic field.
- Solution: Ni-Cu-Epoxy2 is a top choice here. The nickel provides a durable, bright base, while the thin epoxy layer adds excellent resistance to humidity and chemicals. Parylene is an even more advanced option for ultra-thin, perfectly conformal coatings in high-end devices.
For Medical Devices
Biocompatibility is non-negotiable. The coating cannot have any adverse reaction with the human body.
- Challenge: Must be inert, non-toxic, and pass ISO 10993/FDA standards. Must be pinhole-free.
- Solution: Parylene is the gold standard for its excellent biocompatibility7 and its ability to create a completely uniform, pinhole-free barrier. For applications requiring conductivity or extreme durability, Gold (Au) or Titanium Nitride (TiN) coatings over a nickel base are also used.
For Marine, Outdoor & Harsh Industrial Use
These applications require the absolute maximum level of corrosion protection.
- Challenge: Constant exposure to moisture, salt spray, chemicals, and physical impact.
- Solution: A single coating is often not enough. A thick layer of Epoxy or a complete encapsulation in Plastic or Rubber is the best defense. These coatings physically seal the magnet from the environment, providing the ultimate protection, though at the cost of larger dimensions.
How Can You Validate a Coating's Quality Before It's Too Late?
You've specified a coating, but how can you be sure your supplier is delivering the quality you paid for? You're worried about inconsistent quality and fraudulent test certificates, which could lead to field failures.
You can and should demand proof. Specify industry-standard tests in your purchase order and require test reports for each batch. The most critical tests are the Neutral Salt Spray Test (NSS or ASTM B117), the Cross-Cut Adhesion Test, and High-Humidity/High-Temperature testing.

Building Trust Through Testing: Our Validation Process
For my clients, reliability is everything. Downtime and product failures cost far more than any savings from a low-quality supplier. This is why at MagniPro, we’ve built our quality management system around rigorous, verifiable testing. When you work with us, you aren't just buying a magnet; you're buying proven reliability. Most coating failures start with pinholes and poor surface preparation. You can fight this by specifying test requirements in your PO and IQC plan.
Here is the validation checklist we use to guarantee coating performance:
| Test Method | Purpose | What to Look For | MagniPro Standard |
|---|---|---|---|
| Salt Spray Test (SST) | Simulates a corrosive (salty, humid) environment to predict long-term corrosion resistance. Standard is ASTM B117. | The number of hours the coating survives without showing signs of rust (red spots). | We test to meet specified hours (24h, 48h, 72h+), providing reports for each batch to prove performance. |
| Adhesion Test (Cross-Cut) | Checks how well the coating is bonded to the magnet's surface. A grid is cut into the coating, and tape is applied and pulled off. | The amount of coating that flakes off. It's graded from 5B (no flaking) to 0B (severe flaking). | We require a passing grade (typically 4B or 5B) to ensure the coating won't peel or flake under stress. |
| High-Temp/High-Humidity | Simulates long-term exposure to warm, humid environments, common for electronics. Often called the "85/85" test (85°C / 85% RH). | Any signs of blistering, peeling, or corrosion after a set number of hours. | Essential for consumer devices, our coatings are validated to withstand these conditions for reliable long-term use. |
| Thickness Measurement | Verifies that the coating thickness is within the specified tolerance using X-ray fluorescence or similar methods. | The coating must be thick enough for protection but not so thick that it negatively impacts the magnetic air gap and performance. | We control thickness to tight tolerances, ensuring both protection and consistent magnetic output. |
By making these tests part of your procurement requirements, you move from hoping for quality to engineering it.
Conclusion
Choosing a magnet coating is a critical reliability decision. Select by environment first, specify the right tests, and partner with a supplier who can prove their quality. This ensures your product's long-term success.
Understanding the best practices for magnet coating can significantly enhance product reliability and performance. ↩
Discover why Ni-Cu-Epoxy is favored for its durability and corrosion resistance. ↩
Gain insights into NdFeB magnets and their critical applications in various industries. ↩
Learn how corrosion impacts magnet performance and discover ways to mitigate its effects. ↩
Explore the advantages of Parylene coatings, especially in sensitive applications like medical devices. ↩
Learn about the importance of coating thickness and how it affects magnet performance. ↩
Learn about biocompatibility and its critical role in medical device coatings. ↩
